Navigation
6
7
![]()
![]()
Dies ist eine alte Version des Dokuments!
Die Fehler-Möglichkeits- und Einfluss-Analyse (Failure-Mode- and Effect-Analyses), abgekürzt FMEA, wurde Mitte der 60-er Jahre des vergangenen Jahrhunderts in den USA von der NASA für das Apollo-Projekt (Mondlandung) als präventive Fehlervermeidungsmethode entwickelt. Schon bald erkannten andere Industriezweige den großen Nutzen dieser Methode. Sie hat sich bis heute zu einer weltweit anerkannten Funktions-Analyse-Methode innerhalb von Qualitätsmanagementsystemen entwickelt.
Zunächst standen einzelne Bauteile (Werkstücke) und die zugehörigen Fertigungsprozesse im Vordergrund. Erarbeitet wurden die sogenannte Konstruktions-FMEA und Prozess-FMEA. Funktionale Zusammenhänge zwischen den Bauteilen (Systemelemente: SE), Baugruppen, Komponenten und Untersystemen eines Produktes (Gesamtsystems) wurden häufig nur zufällig beachtet. Fertigungsprozesse wurden meistens nicht unter Beachtung aller Prozessbeteiligten analysiert. Zu nennen sind hier die übergeordneten Einflussbereiche „Mensch, Maschine, Material, Mitwelt und Messmöglichkeiten zur Prozessüberwachung“ (5 M). Um die genannten Nachteile zu beheben, wurde ein ganzheitlicher Betrachtungsansatz gewählt, der im Folgenden System-FMEA genannt wird.
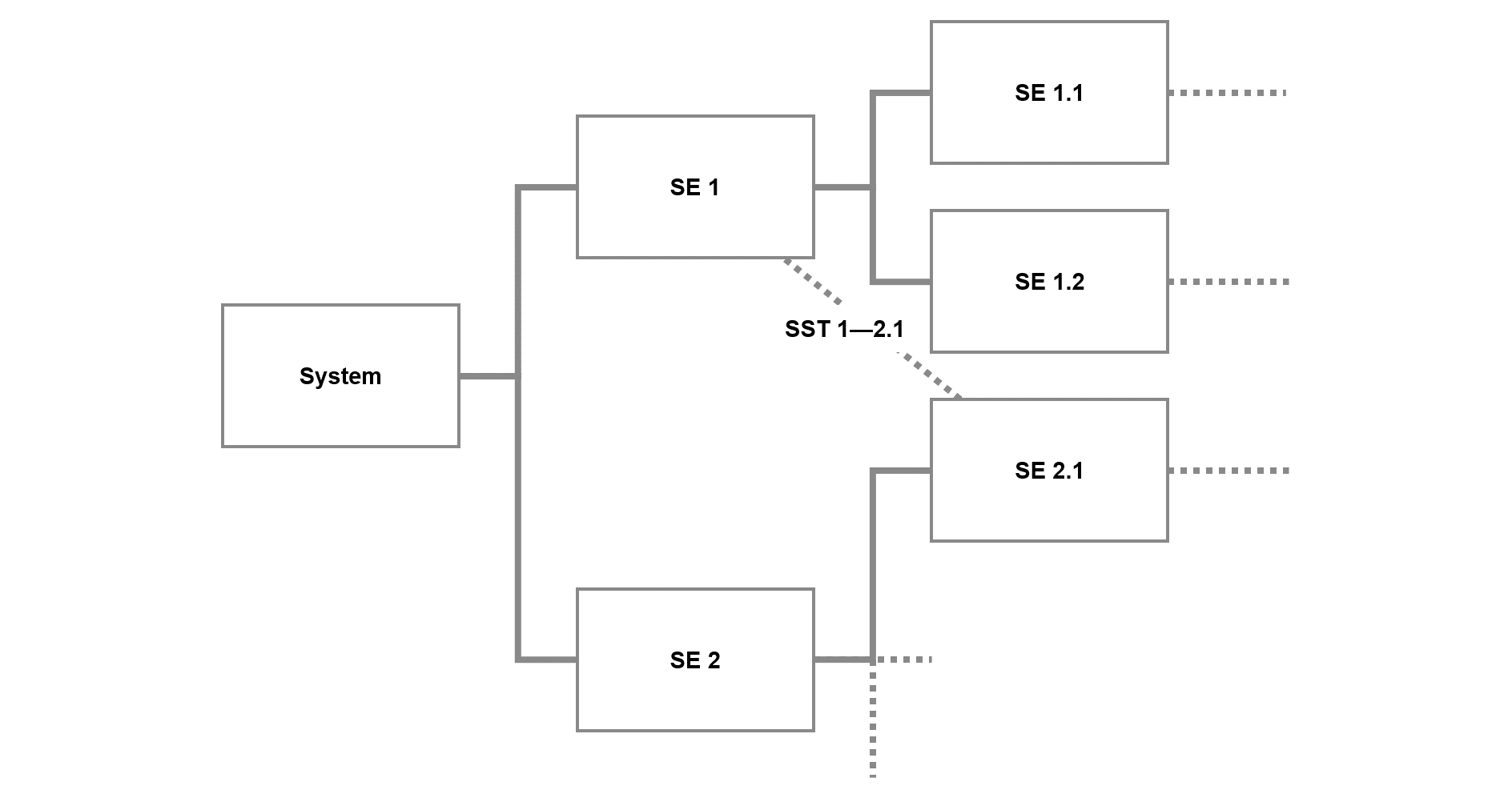
Die System-FMEA Produkt erleichtert die präventive Fehlervermeidung, weil sie die funktionalen Zusammenhänge in Produkten (Systemen) aufzeigt. Die Funktionsbeiträge einzelner Bauteile (Systemelemente: SE) und die Funktionsbeiträge, die durch das Zusammenwirken mehrerer Bauteile (Schnittstellen: SST) zu Stande kommen, werden systematisch erarbeitet. Sind Abhängigkeiten in Funktionsstrukturen übersichtlich dargestellt, können auch mögliche Fehl-Funktionen (Fehler) schneller und sicherer erkannt und damit vermieden werden.
Abb. 1.1: System, Systemelemente (SE), Schnittstelle (SST)
Die System-FMEA Prozess erleichtert die präventive Fehlervermeidung, weil sie Fertigungsprozesse (Fertigungssysteme) ganzheitlich betrachtet. Die voneinander abhängigen Fertigungsschritte werden übersichtlich dargestellt und mit allen „Prozessbeteiligten“ (Mensch, Maschine, Material, Mitwelt, Messmöglichkeit) verknüpft. In diesem Zusammenhang werden diese wiederum als Systemelemente (SE) bezeichnet.
Abb. 1.2: Fertigungsprozess, Prozessschritte, „Prozessbeteiligte“
(5 Systemelemente)
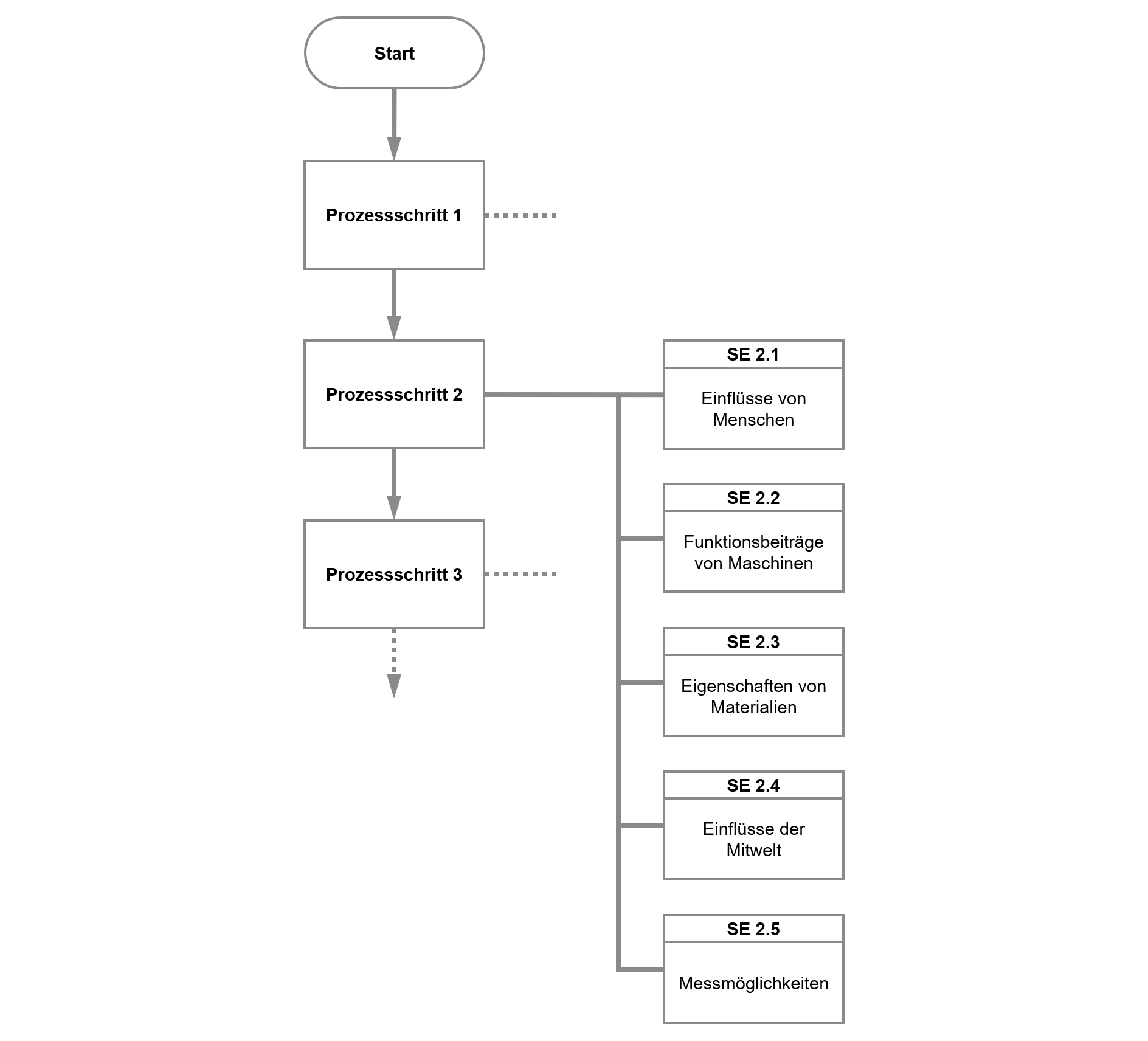
Für jeden Fertigungsschritt werden folgende Fragen beantwortet:
Sind alle Fragen hinreichend beantwortet, können die Auswirkungen fehlerhafter Prozessbeiträge frühzeitig erkannt und mit geringstem Kostenaufwand vermieden werden.
Im Rahmen der Projektspezifizierung wird vom Auftraggeber ein Lastenheft ausgearbeitet und freigegeben. Es enthält alle Forderungen, die zur Erreichung der Projektziele zu erfüllen sind. Darüber hinaus werden alle Projektrahmenbedingungen dokumentiert. Lastenhefte für materielle Produkte enthalten u. a. folgende Informationen für die Projektbeteiligten:
Die Bedeutung (B) der Forderungen aus Kundensicht ist zu gewichten (z. B. mit einer Skala von 1 = unbedeutend bis 10 = sicherheitsrelevant). Weitere Orientierungshilfen zur Bewertungszahl B enthält die Anlage.
Steht bei der Projekteinrichtung zunächst die Projektorganisation im Vordergrund, sollte die Abkürzung „FMEA“ als Funktions-Möglichkeiten- und Einfluss-Analyse verstanden werden. Zur Verfügung stehen für die Projektverantwortlichen objektorientierte und/oder prozessorientierte Strukturierungshilfen, wie vom klassischen Projektmanagement bekannt. Der Übergang zur heute geforderten Risikopotenzialanalyse ist dann „schnell und reibungsfrei machbar“.
Unternehmen, die bei der Entwicklung ihrer Produkte und zugehörigen Herstellprozesse die System-FMEA nutzen, erreichen weitestgehend die Vorteile des Simultaneous Engineering. Die Dokumentation des Projektfortschritts wird erheblich erleichtert, da alle Teammitglieder dasselbe Protokoll-Formblatt (FMEA-Formblatt) nutzen. Alle wichtigen Informationen zum Projekt wie Projektbeteiligte, Bezüge zum Gesamtsystem (Produkt und/oder Herstellprozess), Termine, Verantwortlichkeiten, Änderungsstände, Verbesserungspotenzial sowie erwartete Abweichungen zum Lastenheft werden strukturiert aufgezeichnet.
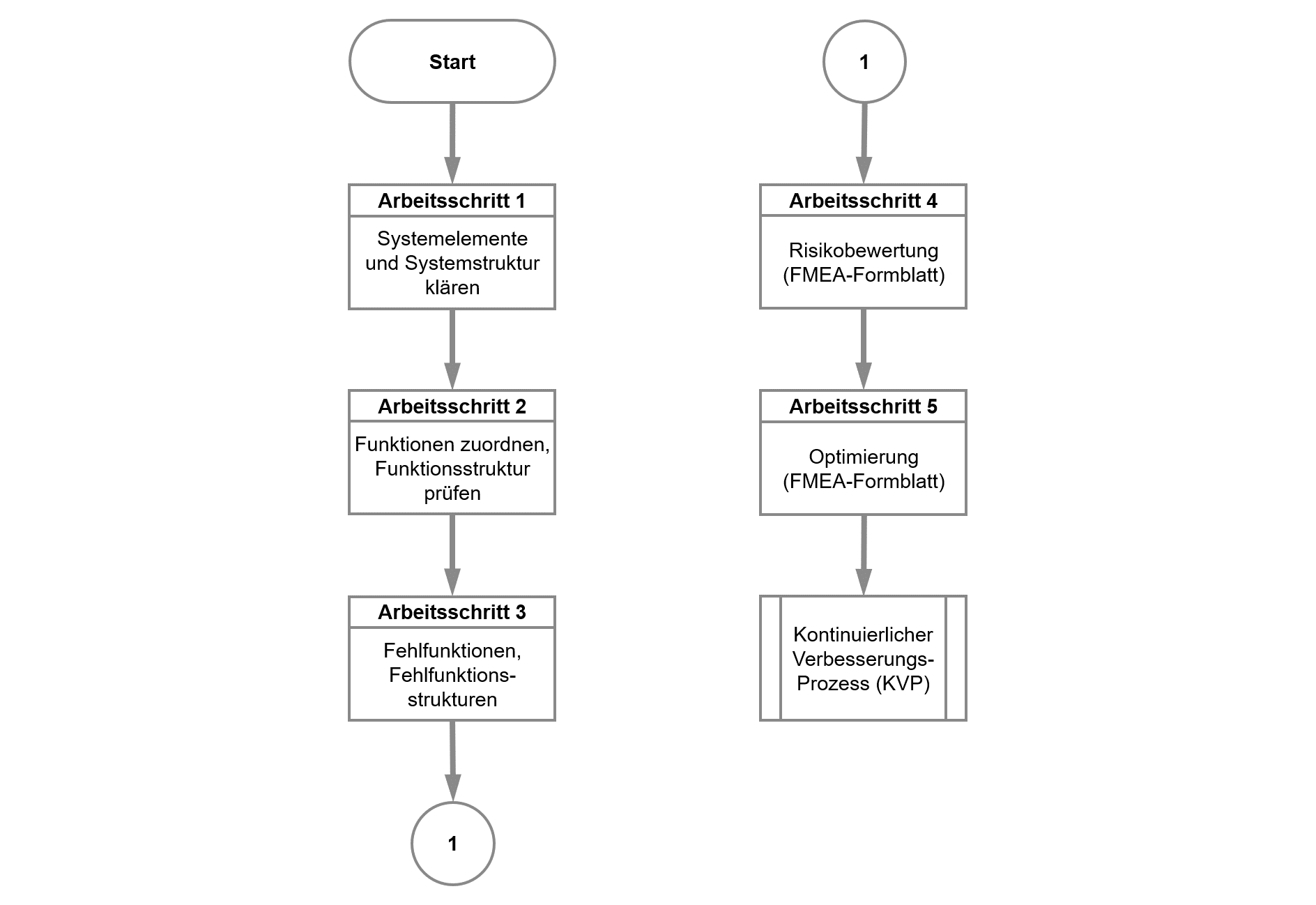
Die System-FMEA beinhaltet die in der folgenden Darstellung gelisteten 5 Arbeitsschritte, wobei die beiden erstgenannten die wichtigsten sind, da alle folgenden von diesen abhängig sind. Die Abgrenzung der Funktionsbeiträge im zweiten Schritt kann zu einem Umbau der Systemstruktur führen, falls eine logische Abgrenzung oder Zuordnung der Funktionsbeiträge nicht möglich ist. Nach Erarbeitung der Funktionsstruktur können mögliche Fehlfunktionen (Fehler) übersichtlich mit den Fehlerursachen und daraus resultierenden Fehlerfolgen verknüpft werden.
Abb. 1.3: Fünf Arbeitsschritte der
System-FMEA