Navigation
6
7
![]()
![]()
Dies ist eine alte Version des Dokuments!
![]()
ELIAS GmbH | Studienbuch 'System-FMEA'
Herzlich willkommen.
In diesem Wiki stellt Ihnen Herr Prof. Dr.-Ing. Gottfried Hartke, hauptamtlich lehrender Professor an der Fachhochschule Dortmund, dieses Studienbuch zur Verfügung.
System-FMEA
Methode zur Funktions- und Fehleranalyse
1
Einleitung
2
Methode (Schritte 1 bis 3)
2.1
2.2
4
Methode (Schritte 4 und 5)
6
Anlagen
7
3
Inhalte des FMEA-Formblatts
Die folgende Tabelle zeigt den Aufbau eines Formblatts, wie er für eine System-FMEA Produkt und eine System-FMEA Prozess verwendet werden kann. Die Datenfelder werden nachfolgend im Einzelnen erläutert. Über die Nummern gelangen Sie direkt zu den Erläuterungen.
| | Fehler-Möglichkeits- und Einfluss-Analyse ☐ System-FMEA Produkt ☐ System-FMEA Prozess | FMEA-Nr.: (1) | |||||||
| Seite von | |||||||||
| Typ/Modell/Fertigung/Charge: (1) | Sach-Nr.: (1) Änderungsstand: | Verantw.: (1) Firma: | Abt.: (1) Datum: |
||||||
| System-Nr./Systemelement: (2) Funktion/Aufgabe: | Sach-Nr.: (2) Änderungsstand: | Verantw.: (2) Firma: | Abt.: (2) Datum: |
||||||
| Mögliche Fehlerfolgen | B | Mögliche Fehler | Mögliche Fehlerursachen | Vermeidungs- maßnahmen | A | Entdeckungs- maßnahmen | E | RPZ | V/T |
| (5) | (6) (14) | (3) | (4) | (7) (12) (14) | (8) (12) | (9) (12) | (10) (12) (14) | (11) (12) (15) | (13) |
Die Kopfzeile zeigt an, ob eine System-FMEA Produkt oder System-FMEA Prozess vorliegt und grenzt diese ab (FMEA-Nr.:, Seite/Umfang).
Die Systemstruktur zeigt alle Systemelemente (SE) in einer hierarchischen Ordnung, die auch eine logische Zuordnung der Funktionsbeiträge ermöglicht.
Die zweite Zeile beinhaltet
wie Angaben zum Typ/Modell zur Fertigung/Charge sowie Nummerierungen, Änderungsstände, verantwortliche Personen im Unternehmen, weitere Abgrenzungen im Unternehmen und den Bearbeitungstag.
Die dritte Zeile bezieht sich auf ein bestimmtes
Allen Systemelementen wird innerhalb der Systemstruktur (Produkt) eine eindeutige Nummer (SE- Nr.) zugewiesen. Für jedes Systemelement werden die zugehörigen Funktionen/Fehlfunktionen mittels FMEA-Formblätter analysiert. Wegen der Übersichtlichkeit, kann es hilfreich sein, für jeden Funktionsbeitrag eines Systemelements (SE) ein FMEA-Formblatt anzulegen.
Wird eine System-FMEA Prozess (z. B. Herstellprozess) erarbeitet, sind in dieser Zeile für jeden Prozessschritt u. a. die Aufgaben der beteiligten Personen (Mensch), Funktionsbeiträge der installierten Technik (Maschine), Eigenschaften der beteiligten Materialien (Material), Umwelteinflüsse (Mitwelt) sowie die Messmöglichkeiten zur Überwachung der Forderungen zu berücksichtigen. Für die Übersichtlichkeit kann es hilfreich sein, für jeden Prozessbeitrag (5 M) eines Prozessschrittes (SE) ein FMEA-Formblatt anzulegen.
Je nach Umfang, können sich für einzelne Systemelemente (SE) mehrere FMEA-Formblätter füllen.
Die vierte Zeile bezeichnet die Inhalte der Fehler-Möglichkeits- und Einfluss-Analyse. Ein
bezieht sich immer auf das betrachtete Systemelement (2) und die zugeordneten Funktionsbeiträge (Produkt) oder Prozessbeiträge (Herstellprozess).
resultieren aus inneren Fehlfunktionen des betrachteten Systemelements oder eingehenden Fehlfunktionsbeiträgen der untergeordneten Systemelemente oder Fehlfunktionen, die über Schnittstellen von anderen Systemelementen eingeleitet werden (Produkt). Fehlerursachen in Herstellprozessen resultieren aus unzulässigen Prozessbeiträgen (5 M's).
In der Spalte
werden die Auswirkungen eines Fehlers auf die Verwendbarkeit eines Produkts oder Zwischenprodukts aus Kundensicht (interner oder externer) beschrieben.
Lastenhefte, die die Bewertung der Forderung aus Kundensicht beinhalten, sind vorrangig zu beachten. In der Praxis werden häufig lineare Bewertungsskalen von 1 bis 10 verwendet. Weitere Orientierungshilfen zur Bewertungszahl B enthält Anlage B.
die zum Zeitpunkt der Analyse wirksam sind, sind zu berücksichtigen. Je nach Projektfortschritt beziehen sich die Maßnahmen auf die Entwicklungsphase (vor start of production (SOP) bzw. vor Produkt- und Prozessfreigabe (PPF)) oder auf den Serienfertigungszeitraum.
Für jede Fehlerursache wird unter Berücksichtigung der Wirksamkeit der getroffenen Vermeidungsmaßnahmen die Auftretenswahrscheinlichkeit bewertet. Weitere Orientierungshilfen zur Bewertungszahl A enthält Anlage B.
beschreiben die Maßnahmen, welche zur Entdeckung von Fehlerursachen, Fehlern und Fehlerfolgen zum Analysezeitpunkt wirksam sind.
Für jede Fehlerursache wird unter Berücksichtigung der Wirksamkeit der getroffenen Entdeckungsmaßnahmen die Entdeckungswahrscheinlichkeit bewertet. Weitere Orientierungshilfen zur Abstufung der Bewertungszahl E enthält Anlage B.
Jeder mögliche Fehler wird mittels Risikoprioritätszahl bewertet. Die Überschreitung vorher festgelegter Grenzwerte für RPZ bewirkt die Einleitung von Optimierschritten.
mit
,
,
Werden vorher festgelegte Grenzwerte für RPZ oder Einzelwertungen für B, A oder E überschritten, werden Maßnahmen zur Fehlervermeidung oder, falls diese nicht greifen, alternativ Maßnahmen zur Fehlerentdeckung für die jeweils betrachtete Fehlerursache erarbeitet und im Rahmen des kontinuierlichen Verbesserungsprozesses (KVP) zunächst vorläufig bewertet.
Die Verantwortung (V) für die Umsetzung einer Verbesserungsmaßnahme wird zugewiesen. Der Zieltermin (T) wird ebenfalls festgelegt.
Zum festgelegten Zieltermin wird die umgesetzte Verbesserungsmaßnahme bezüglich ihrer Wirksamkeit neu bewertet. Die Bedeutung (B) aus Kundensicht hat sich im Normalfall zwischenzeitlich nicht geändert. Je nach Umsetzungserfolg ergeben sich jedoch niedrigere Bewertungszahlen für A (Verbesserungsmaßnahme) oder/und E (Entdeckungsmaßnahme).
5
Überlappungen im System (Produkt, Prozess)
Je nach Analysetiefe werden innerhalb eines Systems, welches sich über die Produkt- und mehrere Prozessstrukturen erstreckt, für ein Systemelement Fehlerursachen, Fehler oder Fehlerfolgen betrachtet. Wie in Kapitel 2.3 Arbeitsschritt 3: Fehleranalyse (Produkt) angesprochen und in folgender Abbildung beispielhaft dargestellt, kann sich eine Fehlfunktion (im Beispiel SE 1.2), abhängig von der betrachteten Kausalkette, als Fehlerursache, Fehler oder Fehlerfolge darstellen.
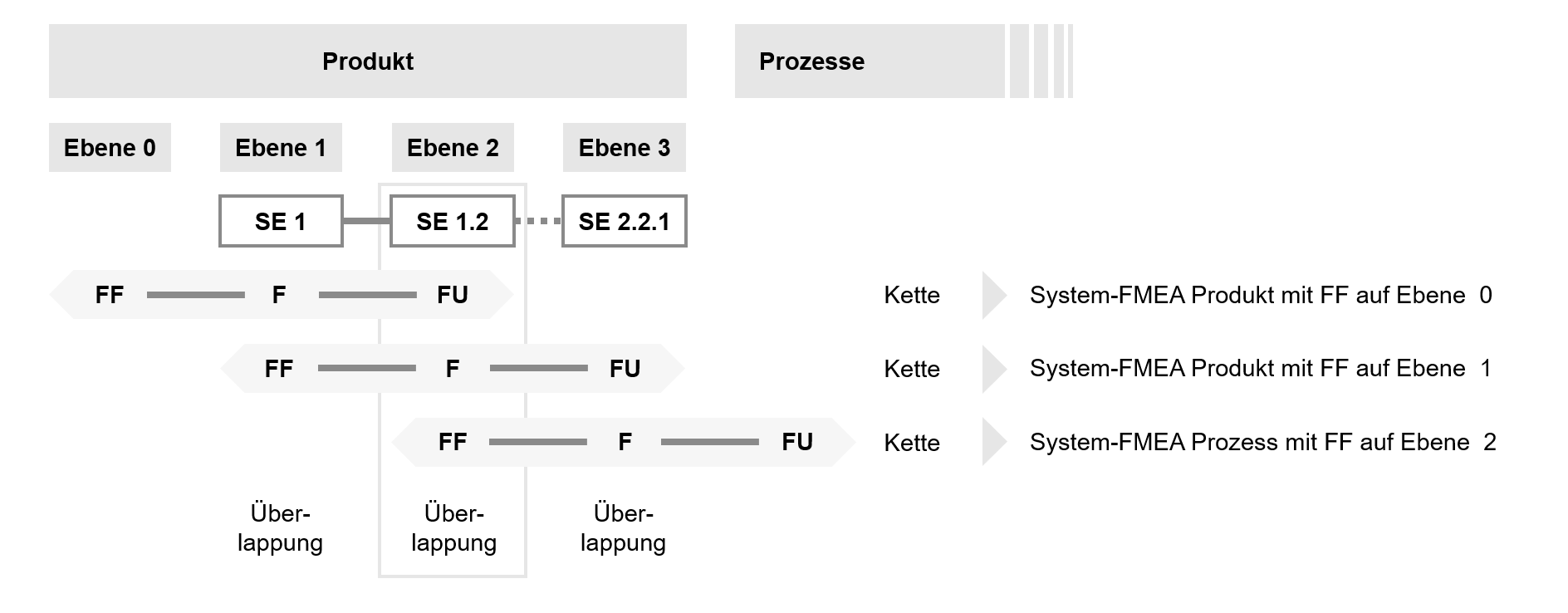
Eine Betrachtung der Überlappungen erlaubt die Prüfung der Systemstrukturen (Produkt, Prozess) auf richtige bzw. sinnvolle Abgrenzung der Systemelemente zueinander sowie auf Vollständigkeit der zugewiesenen Funktionen bzw. Fehlfunktionen. Für ein Zukaufteil Kugellager (Baugruppe) ergeben sich z. B. geeignete Schnittstellen (Systemgrenzen) zwischen dem Kugellageraußenring und dessen Sitz in der Aufnahmebohrung des Getriebegehäuses sowie zwischen dem Kugellagerinnenring und dessen Sitz auf der gelagerten Welle.
Mit fortschreitender Systemdurchdringung zeigen sich immer mehr Einzelteile (Bauteile), welche nicht weiter zerlegt werden können, aber auch Baugruppen, welche nicht weiter zerlegt werden müssen. Letzteres kann sinnvoll sein, wenn die Funktionsumfänge solcher Baugruppen im Kontext der Analyse als beherrschbar angesehen werden oder es sich um Zukaufteile handelt, deren Knowhow beim Zulieferanten liegt, z. B. Normteile (Kugellager).
Fehlfunktionen von Einzelteilen resultieren häufig aus unzulässigen Beiträgen der Herstellprozesse. Aus diesem Grund müssen für die Analysen auch Überlappungen zwischen der System-FMEA Produkt und der System-FMEA Prozess gebildet werden (siehe auch Abbildung 1).
Die Bedeutung von Überlappungen und der Umgang mit ihnen wird beispielhaft an folgender Analyse eines fünfgängigen PKW-Schaltgetriebes gezeigt.
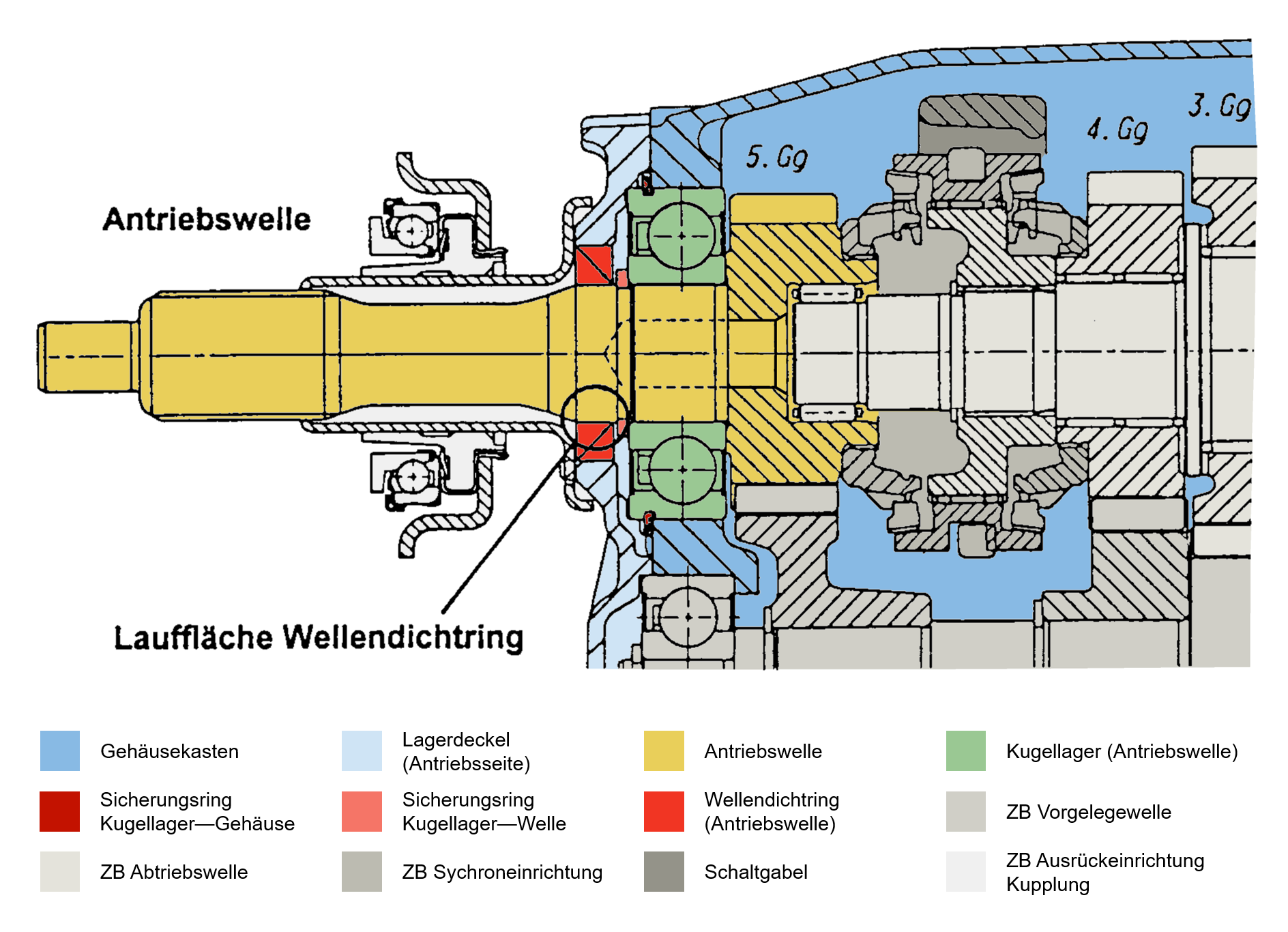
Folgende Abbildung zeigt einen Ausschnitt aus dem Zusammenbau eines PKW-Schaltgetriebes. Der Schwerpunkt der Betrachtung wird im Verlauf der Analyse auf der Lauffläche des Wellendichtrings liegen. Die grau hinterlegten Baugruppen werden in der Analyse nur am Rande betrachtet.
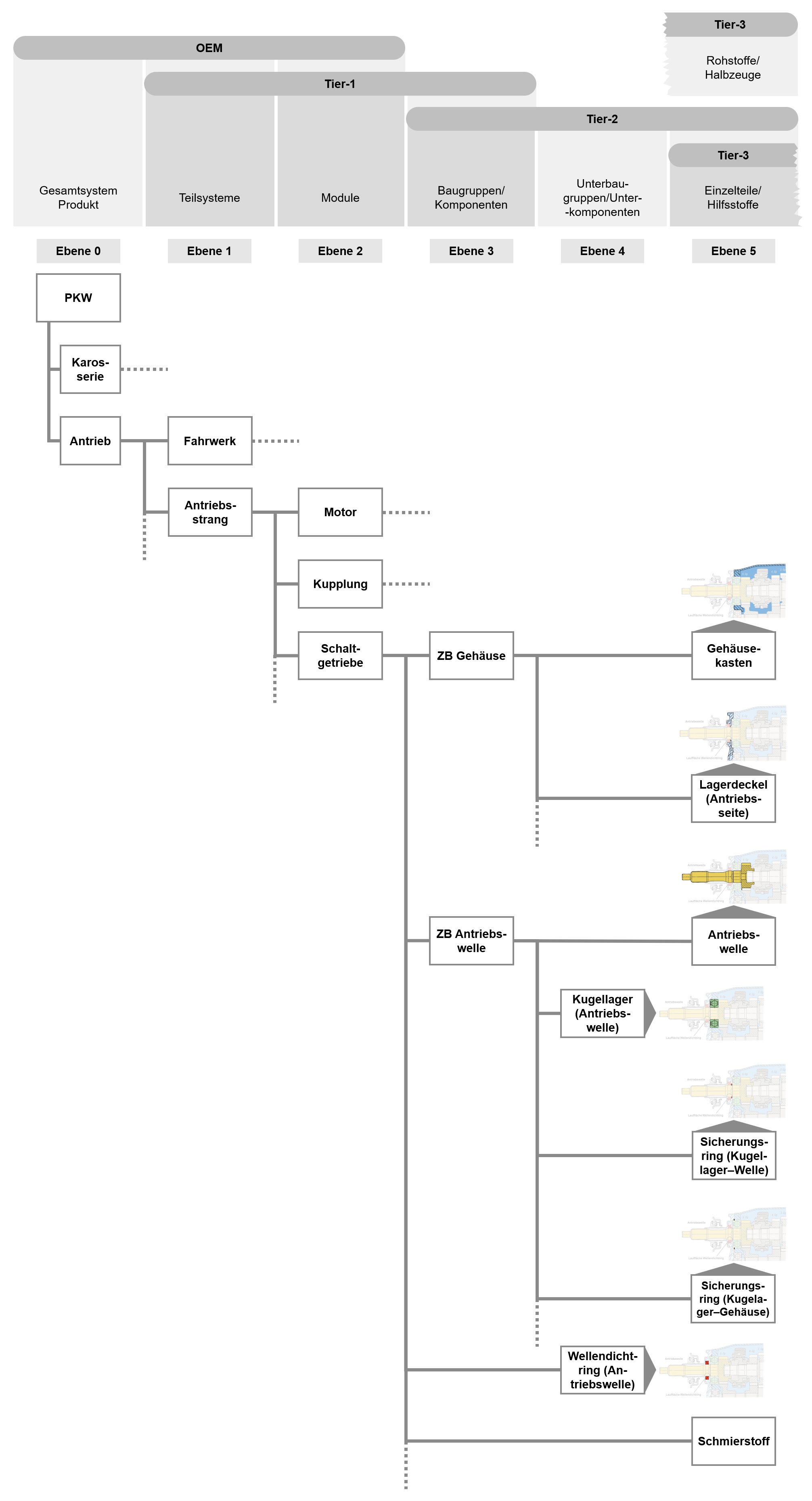
Für das gewählte Beispiel sind zunächst Überlappungen zwischen dem Gesamtsystem, Teilsystemen, Modulen, Baugruppen/Komponenten, Unterbaugruppen/Unterkomponenten und Einzelteilen/Hilfsstoffen innerhalb des Produkts PKW zu beachten. Die für die Analyse relevanten Systemelemente sind in folgendem Auszug aus der PKW-Systemstruktur dargestellt.
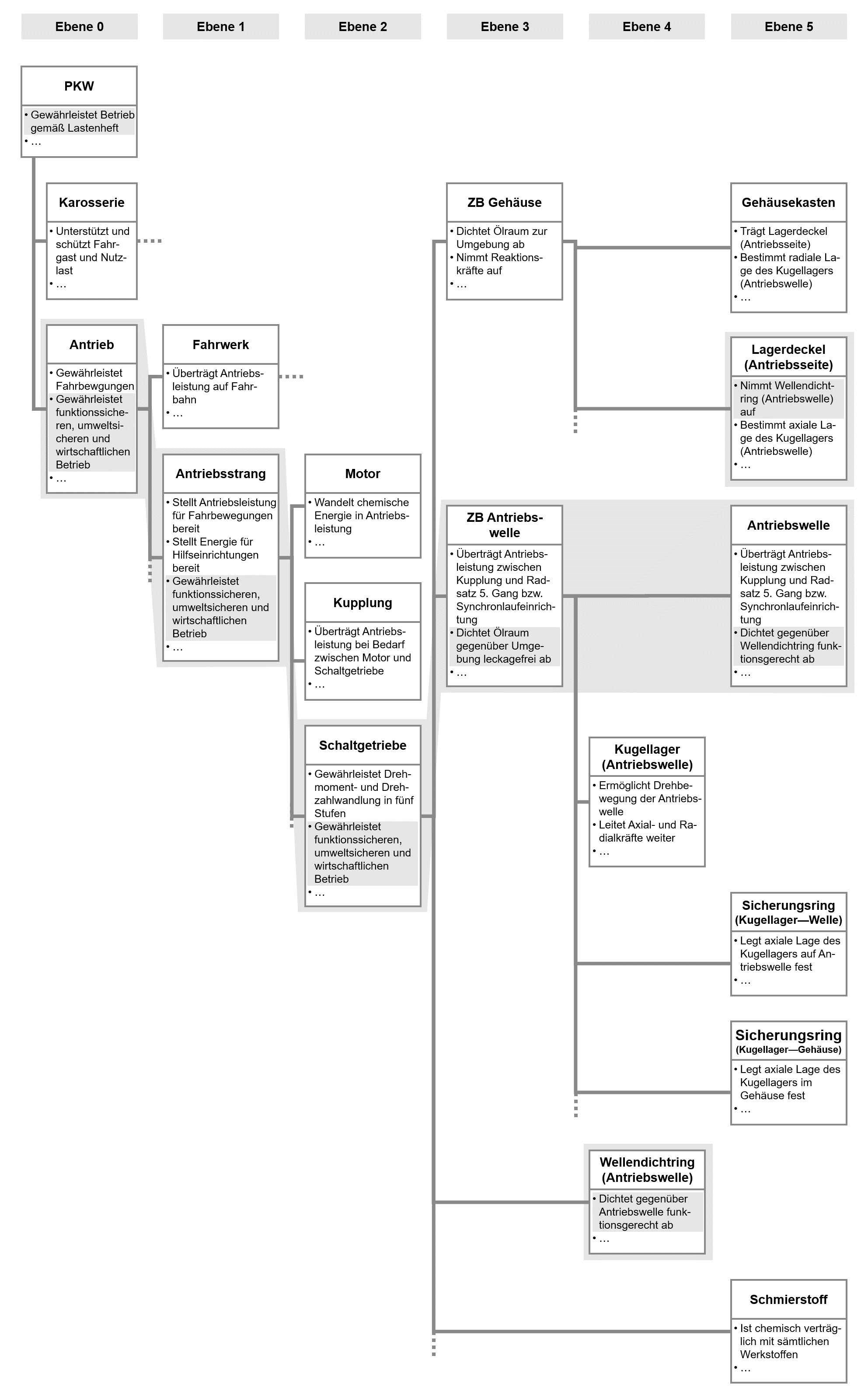
Beispielhaft ist das Zustandekommen der PKW-Teilfunktion Gewährleistet störungsfreien/wirtschaftlichen Betrieb gemäß Lastenheft in folgender Abbildung dargestellt. Die für das Analysebeispiel relevanten Systemelemente und Teilfunktionen sind grau hinterlegt. Damit das Systemelement Schaltgetriebe die Funktion Gewährleistet umweltgerechten und funktionssicheren Betrieb erfüllen kann, müssen beispielsweise die untergeordneten Systemelemente ZB Antriebswelle, Lagerdeckel und Wellendichtring Funktionsbeiträge liefern.
Ein Analyseschwerpunkt liegt im Bereich der Überlappungen zwischen den Einzelteilen und den zugehörigen Auslegungs- und Herstellprozessen. Für jedes Einzelteil müssen vorab vom Konstrukteur die Konstruktionselemente (auch: Funktionselemente oder User defined features/UDF) hinsichtlich geometrischer und werkstofflicher Forderungen definiert werden. Fehlerhaft ausgelegte oder gefertigte Einzelteile verursachen insbesondere bei „Neuanläufen“ von Produkten immer wieder „kostenträchtige Störungen“.
Im Analysebeispiel wird das Einzelteil Antriebswelle in seine Konstruktionselemente zerlegt, wie in folgender Abbildung dargestellt. Für alle Konstruktionselemente sind vom Konstrukteur die Auslegungswerte (geometrische Merkmale: Durchmesser, Rundlauf, Oberflächenbeschaffenheit u. dgl.; werkstoffliche Merkmale: chemische Zusammensetzung, Härte, Festigkeit u. dgl.) zu ermitteln und vorzugeben.
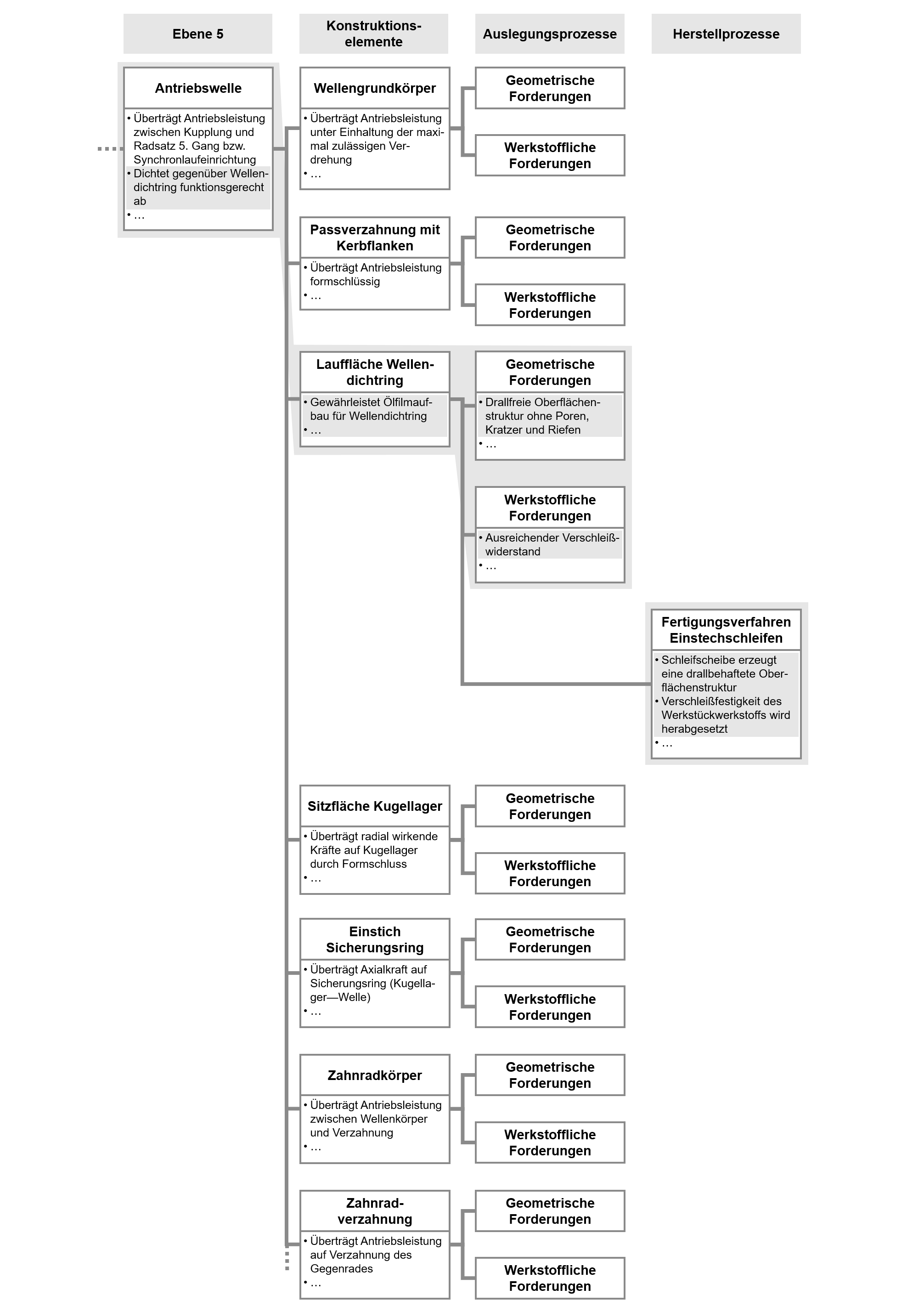
Damit das Systemelement Antriebswelle die Funktionen Gewährleistet Ölfilmaufbau für Wellendichtring erfüllen kann, muss das Konstruktionselement Lauffläche Wellendichtring die genannten funktionsgerechten geometrischen und werkstofflichen Merkmale aufweisen. Ursachen für nicht erfüllte Funktionen (Fehlerursachen, FU) finden sich jedoch auch im Herstellprozess. Im Beispiel wird die Lauffläche für den Wellendichtring im Einstechschleifverfahren (radiale Zustellung der Schleifscheibe) gefertigt. Alle genannten möglichen Fehlerursachen müssen daher durch Bildung von Überlappungen zwischen Produktstruktur und den Prozessstrukturen berücksichtigt werden.
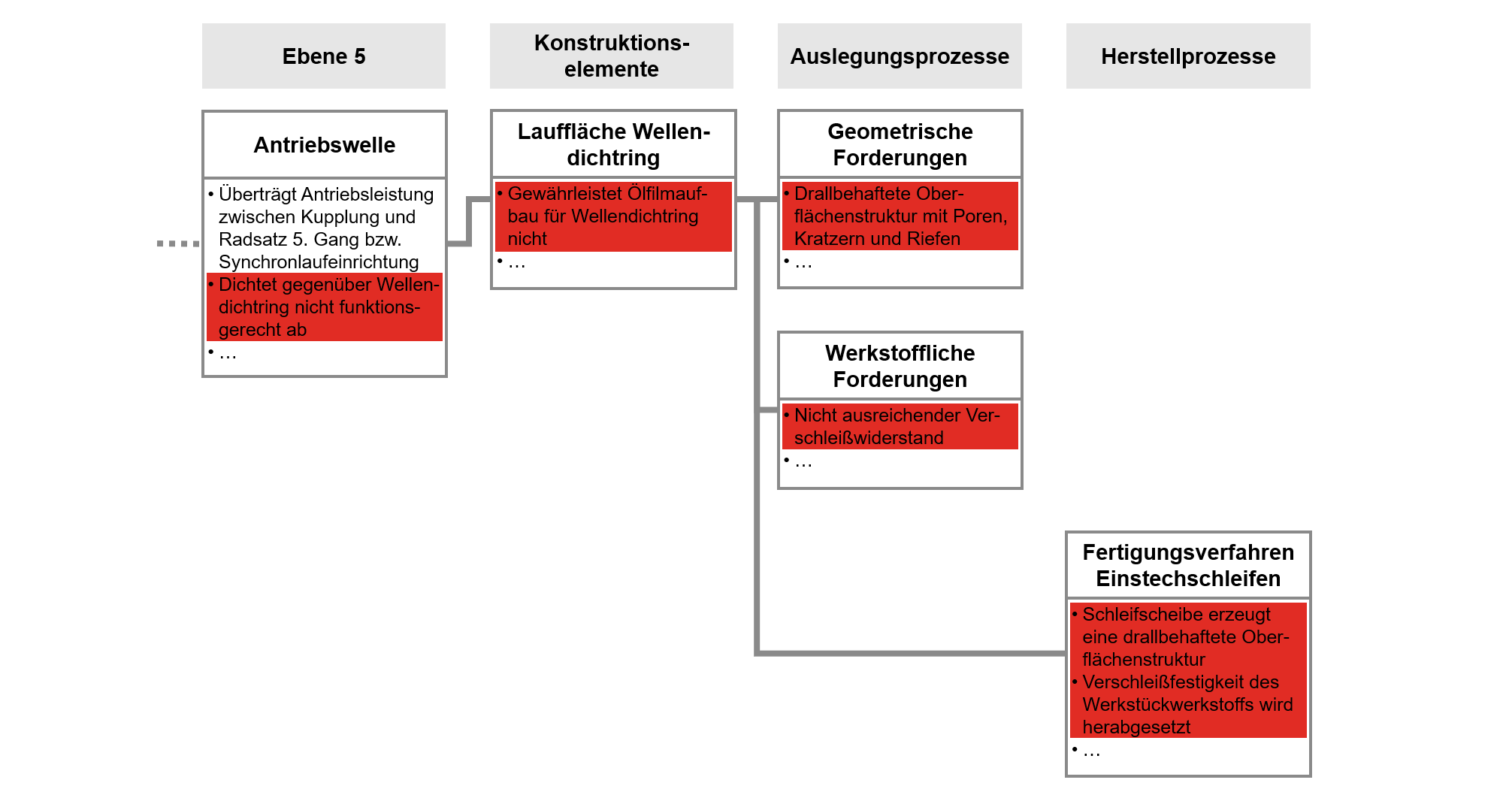
Eine Fehlfunktionsstruktur für das Einzelteil Antriebswelle zeigt Abbildung 7.
Mit Hilfe der Überlappungen können nun mögliche Fehlerursachen für eine Fehlfunktion z. B. auf Ebene des Antriebsstrangs bis hin zu fehlerhaften Prozessbeiträgen zurückverfolgt werden, wie folgende Abbildung zeigt.
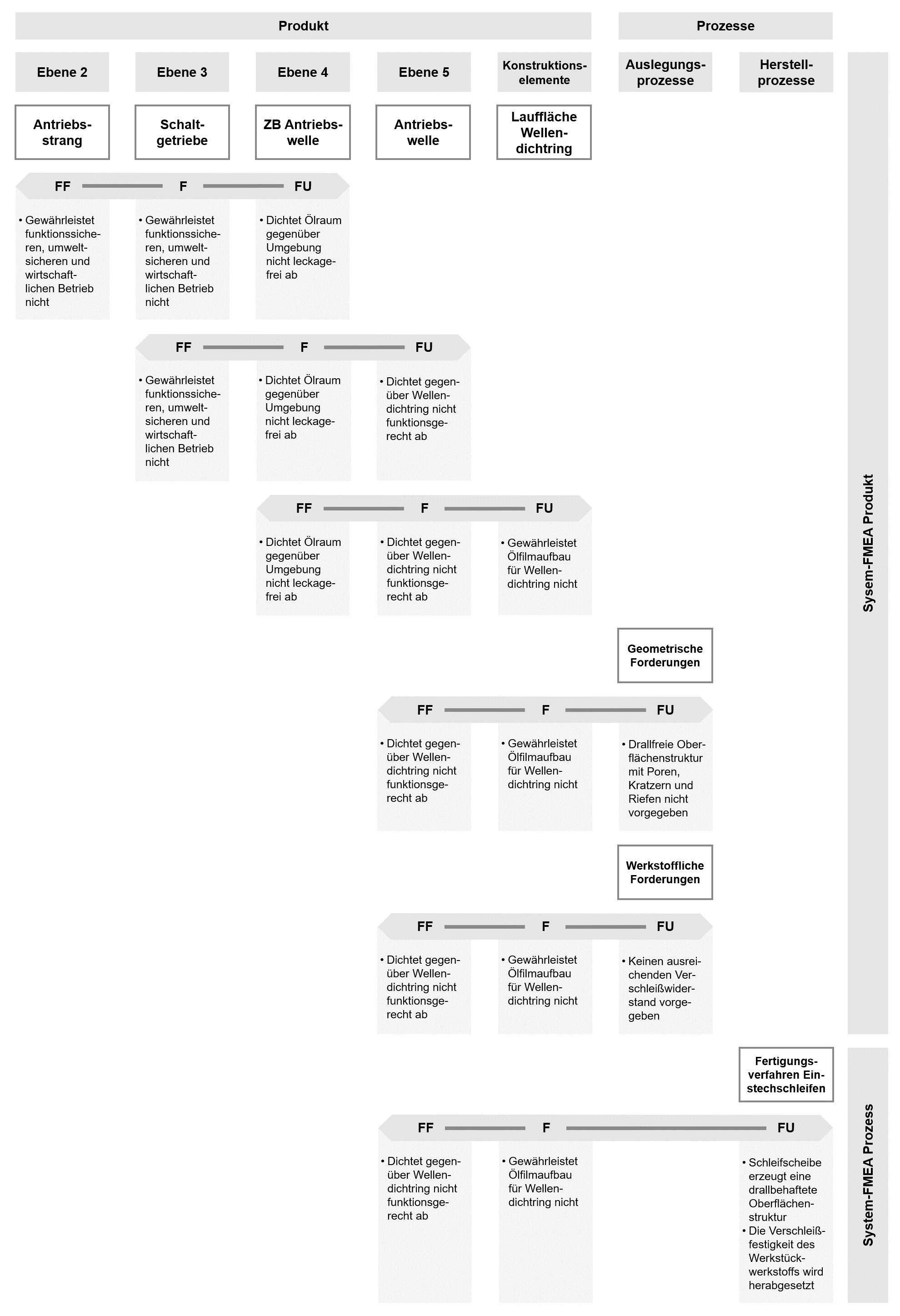
Gewährleistet das Schaltgetriebe keinen funktionssicheren, umweltsicheren und wirtschaftlichen Betrieb (Fehler, F), dann lässt sich diese Fehlfunktion in gleicher Weise auch für den Antriebsstrang formulieren. Eine mögliche Fehlerursache (FU) kann im ZB Antriebswelle gefunden werden: Dichtet Ölraum (des Schaltgetriebes) gegenüber Umgebung nicht leckagefrei ab.
Folgt man den Überlappungen, stellt man fest, dass das Einzelteil Antriebswelle im Bereich des Konstruktionselements Lauffläche Wellendichtring Merkmale aufweist, welche nicht funktionsgerecht sind: Drallbehaftete Oberflächenstruktur mit Poren und Riefen sowie Nicht ausreichender Verschleißwiderstand. Eine mögliche Fehlerquelle ist auf Ebene der Konstruktionselemente bei der Lauffläche Wellendichtring auf der Antriebswelle zu finden: Gewährleistet Ölfilmaufbau für Wellendichtring nicht. Diese Fehlfunktion kann zum einen durch eine nicht funktionsgerechte Vorgabe durch den Konstrukteur im Auslegungsprozess oder durch eine nicht forderungskonforme Umsetzung dieser Vorgaben durch den Prozesseinrichter im Herstellprozess hervorgerufen werden. Auslegungs- und Fertigungsfehler werden vor Serienanlauf spätestens im Rahmen vorläufiger Prozessfähigkeitsuntersuchungen oder der Erstmusterprüfung entdeckt. Mögliche Fertigungsfehler nach Serienfreigabe werden durch Langzeitprozessfähgigkeitsuntersuchungen minimiert.
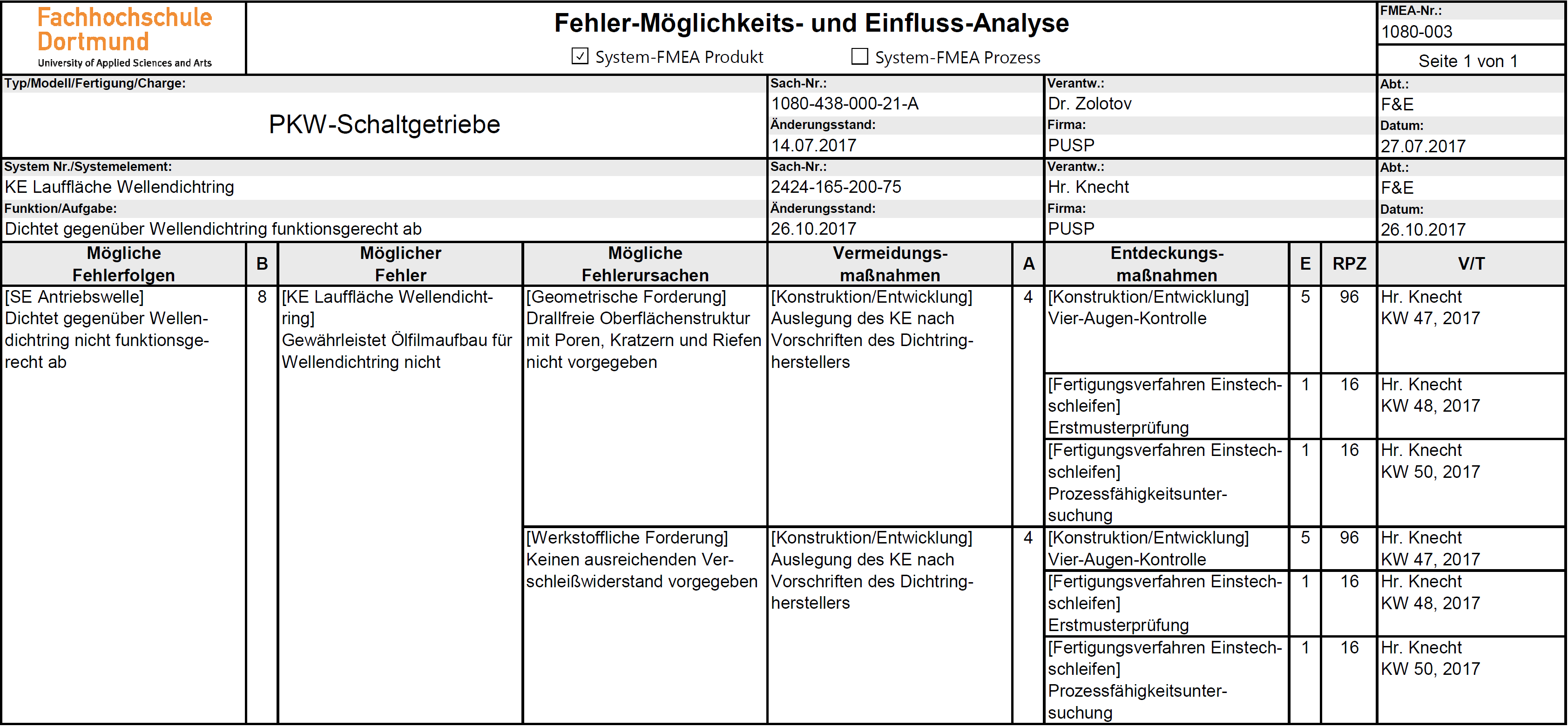
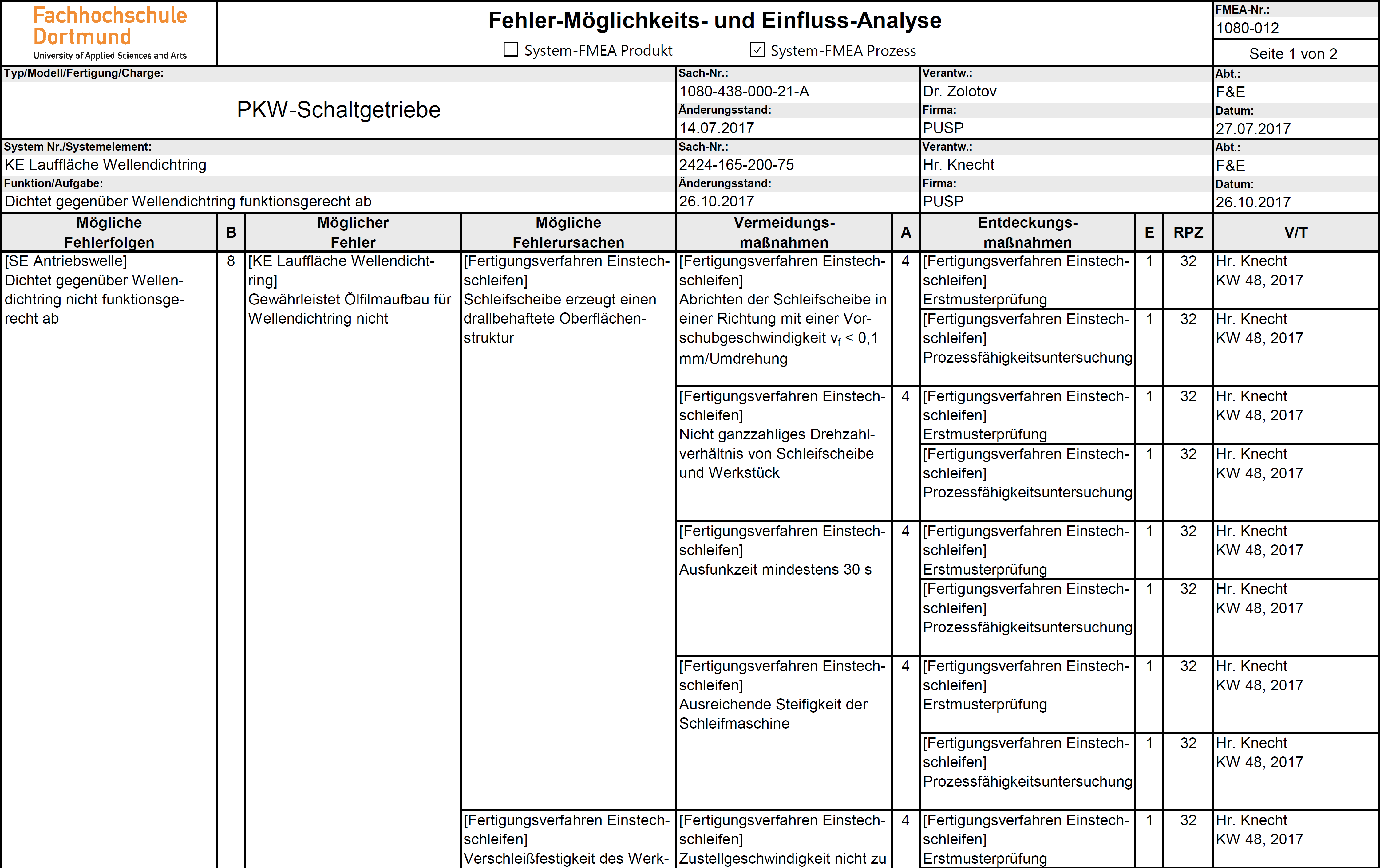
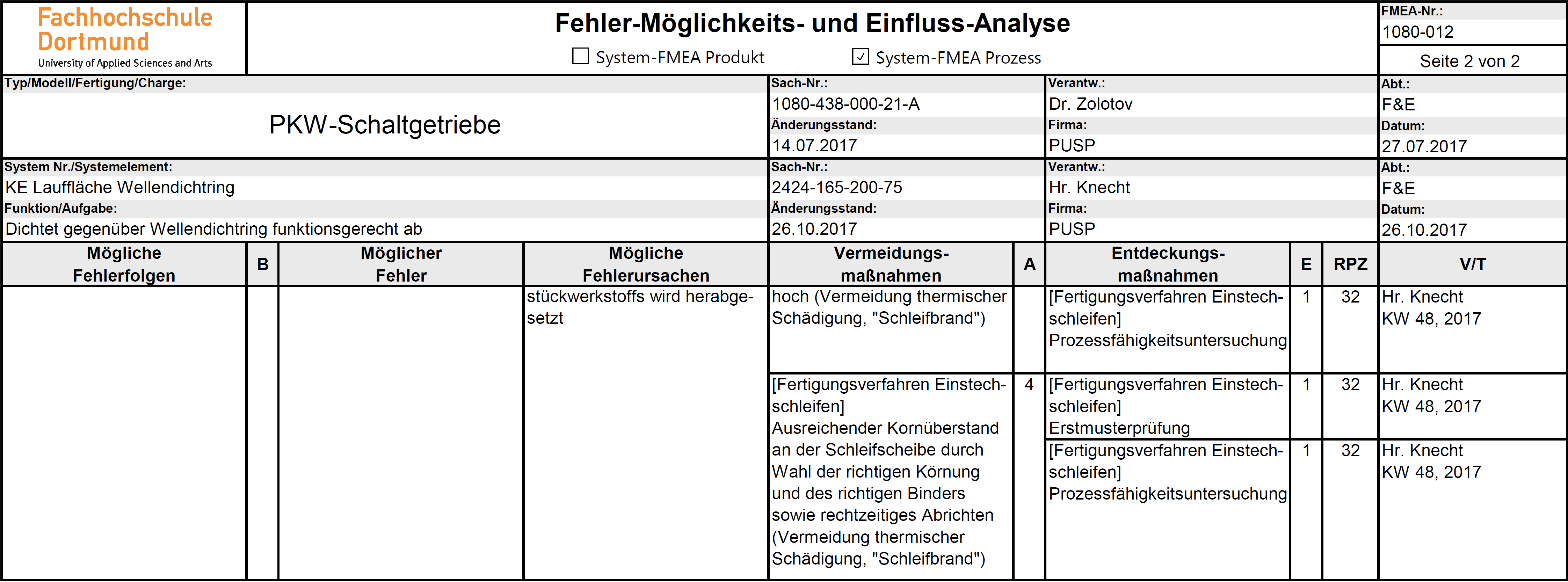
Für die Funktion Dichtet gegenüber Wellendichtring funktionsgerecht ab des SE KE Lauffläche Wellendichtring können nun Risikobewertungen mithilfe der folgenden Formblätter (System-FMEA Produkt und System-FMEA Prozess) erstellt werden.
7
Quellen
[VDA-96]
VDA Band 4 – Teil 2: Sicherung der Qualität vor Serieneinsatz, 1. Auflage, 1996.

